—
Condition Monitoring
Condition Monitoring for Industry is the first step towards the vision of future, in which there are factories operated by autonomous robots, with machines communicating with each other, monitored remotely.
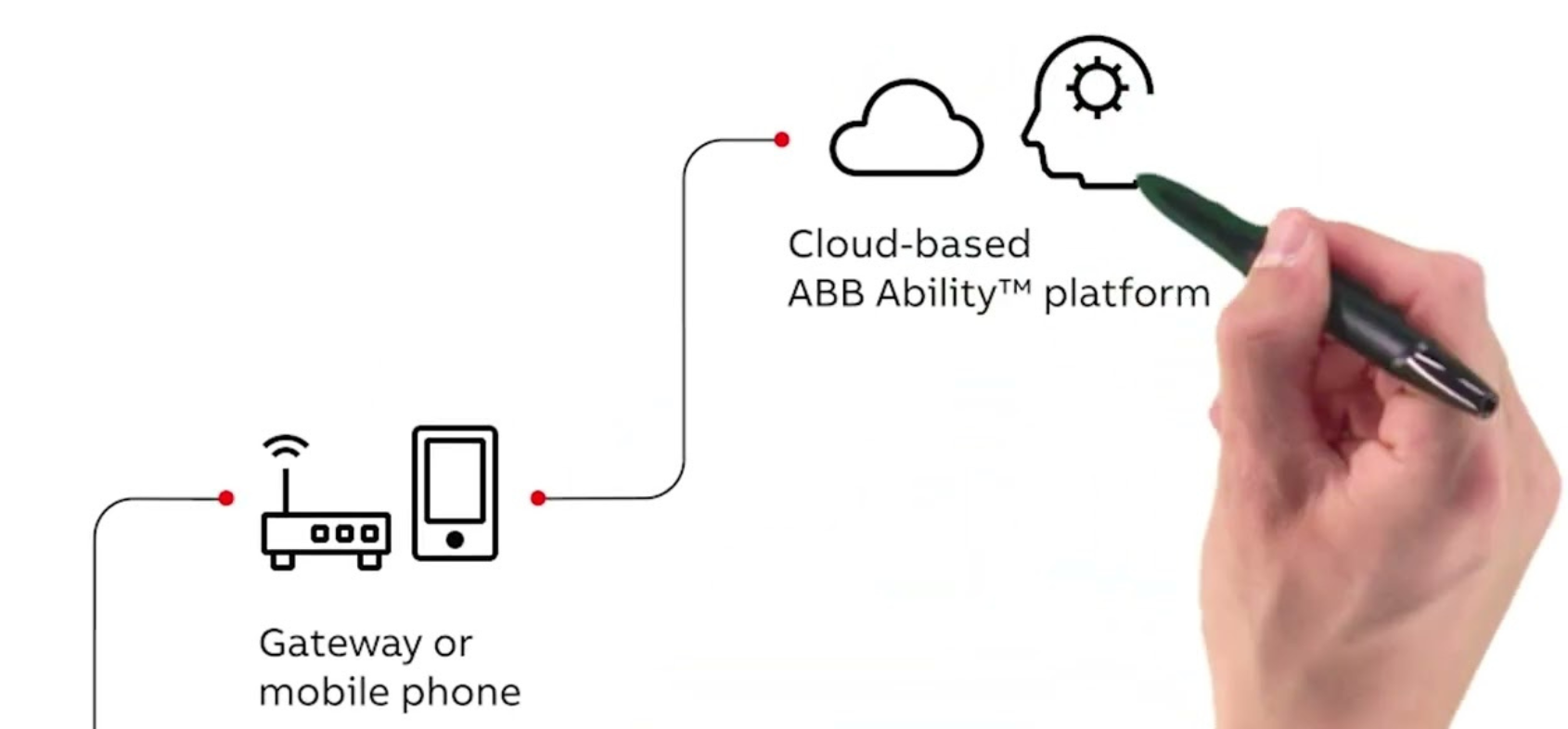
In our team we contribute to that vision, by developing technologies that enable monitoring health of an asset fully remotely. By detecting small changes in machine operation, any fault can be found and diagnosed before it brings harm to the functionality of the device – it is achieved by our ABB Ability™ Smart Sensor, which is used widely in industry sectors like: oil and gas, food and beverage or heavy industry.
How do we work?
• Our sensors are present in wide range of industry sectors like oil and gas, food and beverage or heavy industry all around the globe.
• We develop sensors in many variants, starting from simple ones, monitoring basic parame-ters, to big and advanced, offering more possibilities.
• We are working together with AGH University of Science and Technology, developing test stands for machine learning.
• We work closely with CTCs from all around the world.
• Our team consists of mechanical engineers, electricians, electronics engineers and Python Script developers.